Weather Update and Huge Steps
Hello readers! long time no see (okay so we missed last blog post last week) but we promise today will make it up to you. We have two big things to share, the workflow that got us to the starting line with our first customer, Natural Way Food Group, and also the just as big announcement: We have a beta dashboard! Let’s get down to the “how we revived some equipment from 2008” and go from there.
Starting, We want to give a hearty thank you, and mini-rant to our pilot partner Natural Way Food Group. They’re a Fayetteville Arkansas based peanut butter manufacturer, and what they’re up against is the ultimate example of why manufacturing in the United States is so difficult. It’s also an ultimate example of what Innova-Harmonics can do about it. When we met Austin, NWFG’s president, it was clear his goal was to produce his product for as many people as possible. A totally valid dream considering that after having a sample of their peanut butter, multiple of Innova-Harmonics’ founder households will now only be having their peanut butter from now on.
This dream however had a clear issue: the obstacles of modern industry in general, and also something that Innova-Harmonics has been seeking to remedy, the old “get old equipment and develop it or retrofit for new equipment” debacle. Each approach has its strengths and weaknesses, but after consulting several engineers, Austin was told a good approach was to retrofit considering the used equipment he already purchased has outdated controls hardware from around 2003.
This shouldn’t have been a big issue, the whole selling point of PLCs and industrial equipment is/was that once you have it it’ll be good for 20-50 years and what works once will always work reliably. This is pretty much true considering our approach, a bit outside of the box, but ultimately effective in reviving the PLC and getting to our next steps which is tracing I/O and double checking the program for running the machines it’s attached to.
Starting things off, the PLC was running on RSLogix5000 v11.28, a software from 2003. After consult with Allen Bradley, we got the go ahead to download that software with a license, but with the catch that it physically can’t run on modern operating systems. We then decided to run a virtual machine with Windows XP. Yes, that Windows XP with the 3D pinball and minesweeper. Oddly, after this decision, things moved quite well because back in the day Allen Bradley would mail you floppy discs or CDs with their software downloadable in parts. In VM software this was as easy as porting those same downloads from Allen Bradley’s website in as virtual discs to then be opened exactly like if you put a physically burned CD into a disc drive back in 2003. That intuition aside, there was some extra stuff like having to download parts of the software in windows 11 and then porting it through back to windows XP, but ultimately the worst of it was network bridging to the old hardware.
The panel had two ethernet cards, one for a machine internal intranet and another for wider scope factory networking, that second card, an Allen Bradley 1756-ENBT still had its IP address. After polling for ARP signal using linux’s built in networking signals for ARP, it was clear that the ENBT card was wanting to connect to something on the factory’s wider network, but nothing else happened. Routing traffic through the bridge was tricky, but after making the host computer’s IP address the IP that the ENBT card was looking for, it allowed for CIP interaction which officially allowed the software RSLinx, and therefore RSLogix to talk to the hardware. The power of Linux in a nutshell! In the future, Innova-Harmonics hopes that all controls engineers know heads from tails with networking between virtual machines. After this was all said and done, we’ve officially come online with the PLC to help NWFG on their next steps of getting machines online. For any “higher tech” looks, check out our CEO’s Linkedin posts about each subject

Now, in just as exciting news, we’ve been hard at work developing our big reveal: Innova-Harmonics’ digital twin initiative. We have a v0.3 for pilot partners, now, with devlopment daily adding in new features and making the platform that interconnects Octopus sensors and their host plants/factories. Breaking into the world of IIOT and predictive/preventative maintenance, Innova-Harmonics wants to demonstrate that we’re building a perspective for industry to solidify the power of digital twins. Starting off, our tool is used to dashboard industrial data collected by our sensors for use in facilities, but next on the chopping block is using this tool to predict correlated downtime of machines. Imagining what this can do is limitless, with next initiatives being getting Octopus vibrational data to be part of an in tool design FEA or CAD importable FEA analysis. You could design elements of your machines relative to downtime or flow of other machines. Even with just our correlation models, you could find ways to drive machines after failure to compensate for downtime that has happened or will happen. (we can simulate failure relative to our sensors after all)
The tool is the beginning of what will become the best of our business, giving engineers the tools they need to characterize machines live while also being able to correlate that designed information with vibrational datasets and corollary datasets of machine failure. If you’re interested in seeing what this sort of platform can do for your facility, don’t hesitate to reach out to us! We’re going to be rolling out this tool and future products in our pilot facilities for massively discounted rates of what would be traditionally seen out of industry. We want to experiment and grow with your team.
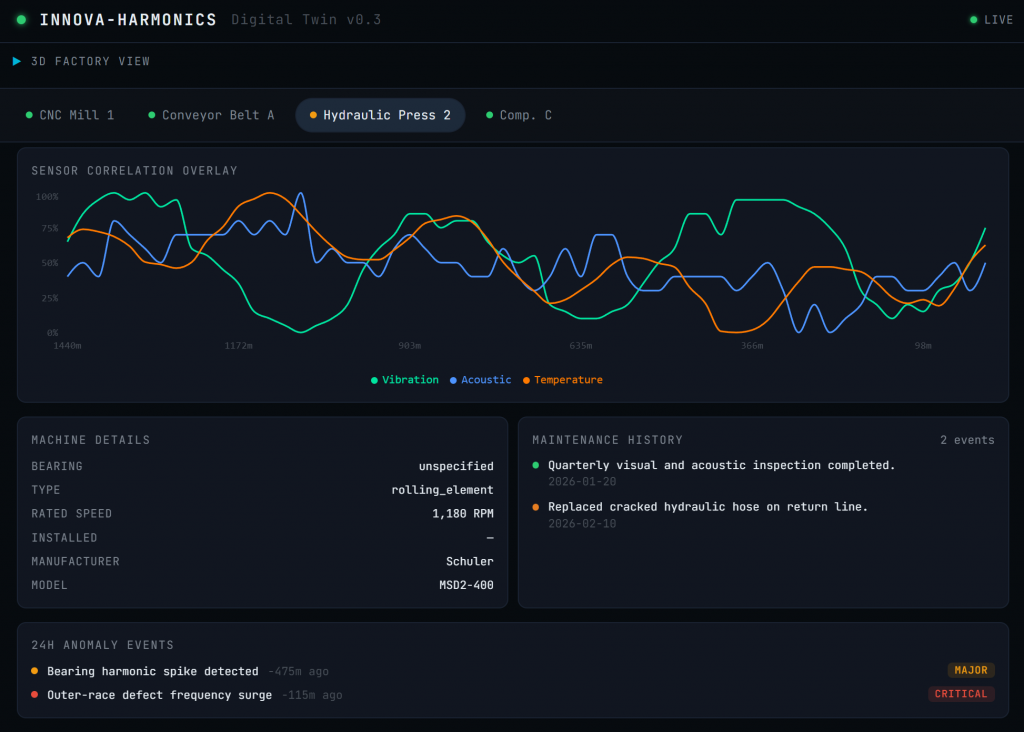
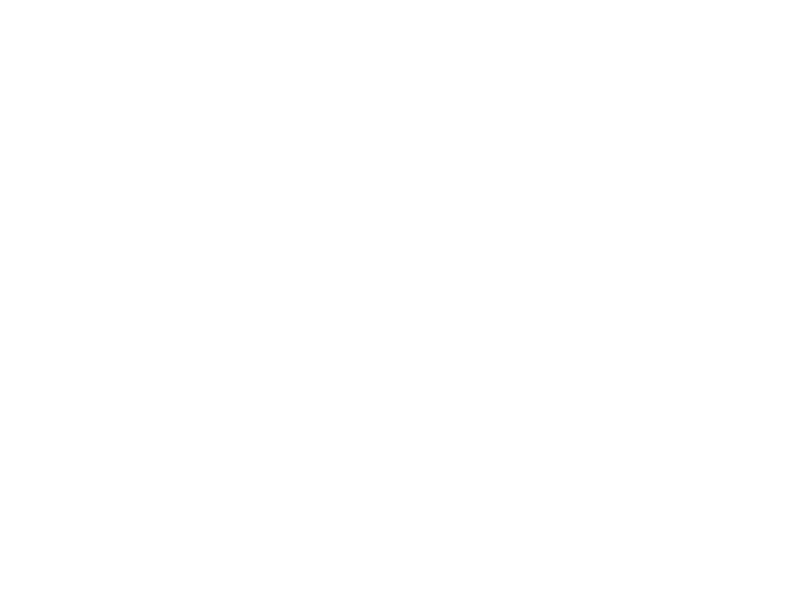
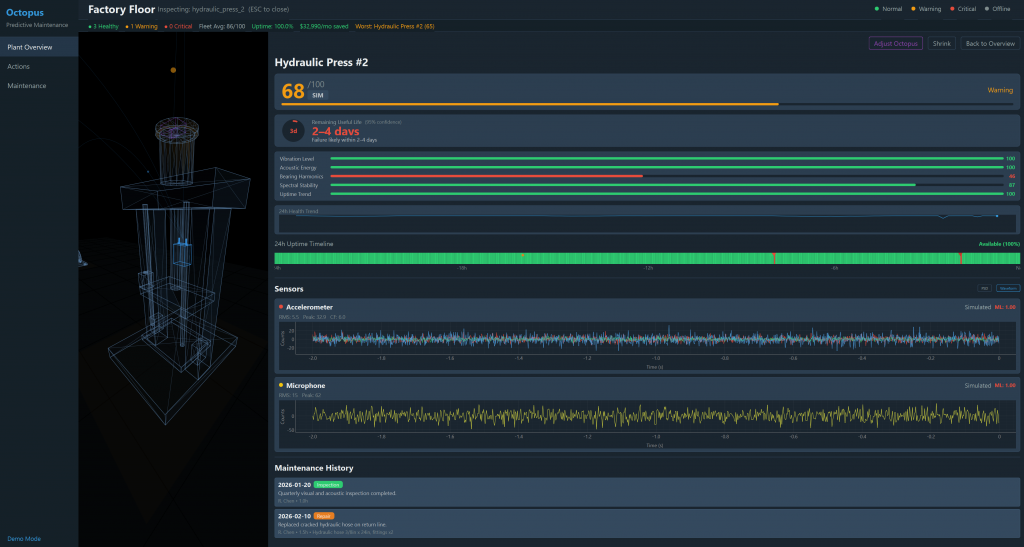
There’s a lot going on in these screenshots. But we’d like to break down the vibe of the images. Ultimately, this is close to exactly what our customers would be looking at on our software. The goal is to show how vibrational data, acoustic data, temperature data, and magnetic field data are correlated with specific changes in machine state, then ultimately lead to predicting and preventing machine failure. When the failure is imminent, we are developing those corollary models which let users know what machine failure means in context of their other machines. This can help planners get ahead of knowing how downtime actually impacted their bottom line. Imagine a network of sensors at each machine, networked to other sensors to predict these points for each machine uniquely. Oh wait, you don’t have to!
That’s right ladies and gentlemen we’ve already taken the liberty of doing this. Of course now we don’t have perfect models, ones that are mechanically modeled exactly as they are in real life. Think however where we’re going with this: FULL mechanical/electrical modeling will make stories like Austin at NWFG’s a story of the past.
The big ticket item here is that when we’re at full maturity and we’ve got octopi on machines, we’ll have all the mechanical data we need to know how a machine functions and fails in lieu of other machines. Let’s take this a step further, what if we could do the same for the elctrical signals inside those machines which motivates those machines states? It no longer matters to have perfect CAD models, it also no longer matters to have perfect controls designs with modern hardware. Any old PLC does the same thing as a new PLC, that is, turn on or off registers of relays for 24VDC signals, our future plans are to bring to term a digital twin software of the future. One where we completely simulate and optimize existing systems to get ahead of failure causes, and get further ahead of process flow.
It’s all possible. You should ask yourself when you want to be part of it.
Leave a Reply